![The Science Behind How Fiber Lasers Work [With Mitsubishi]](https://images.squarespace-cdn.com/content/v1/5653419fe4b0280166a0f5ee/1610034462913-HC9N0DMUTB9Z3U0SD25G/ADVANCED+eX-F+Series+Layout.jpg)

Abrasive belts help to remove burrs and even splatter caused by laser cutting.
How do Abrasive Belts Work?
Abrasive belts are perfect for someone who is looking to remove burrs from a lot of metal in a timely manner. The machine is built to have unfinished parts inserted into the machine on one end, where it will come out the other side finished on the other. During the process, one or more heads with brushes and discs will rotate around the part, knocking all extra stray burrs off of the part. An abrasive belt will remove any burr coming off the surface of a part, which Timesavers calls the vertical burr. The problem with the abrasive belt is that as it removes the vertical burr, it simultaneously creates a horizontal burr or secondary burr. This instead does not appear like a burr but as a sharp edge. This makes us ask the question – if vertical deburring just creates horizontal ones, then how do we get rid of the sharp edge?
Deburring standards have changed

Increasingly, burrs and slags have become standard for removal in the metal manufacturing industry.
Over the last 10 or so years, metal has increased their standards, demanding for better products. Instead of removing sharp edges, finishing technology has increased its standard to being better suited to finer finishes, removing both burrs and giving edges a clean finish. For this reason, Timesavers has adapted machinery with multiple heads, utilizing an abrasive head with discs and/or brushes for secondary removal. This multiheaded technology has enabled parts to get better finishes through multiple finishing types, giving both primary and secondary burr removal. With a two head machine either head can be operated independently or in tandem, so operators can determine how best to fit their requirements.
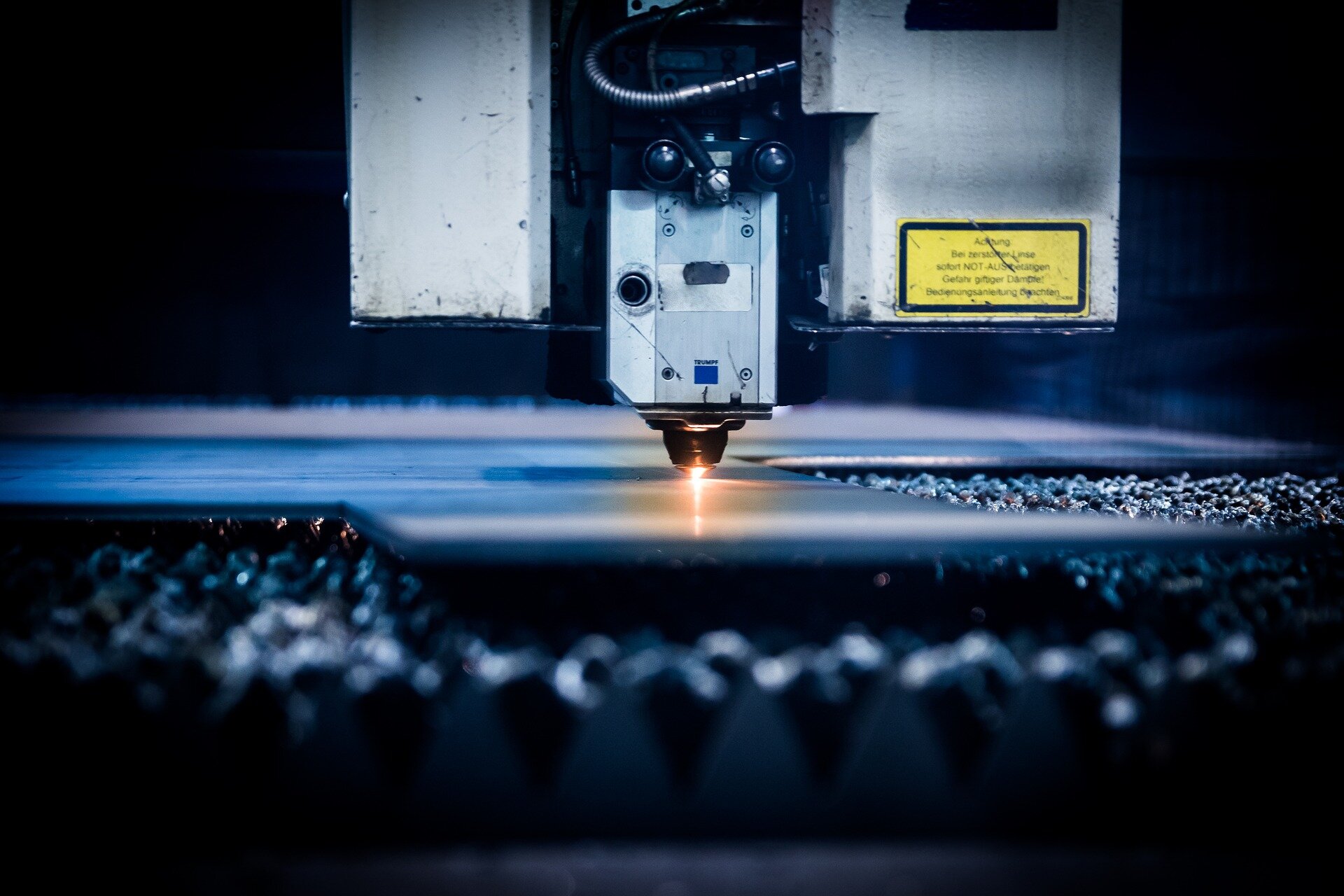
How do Lasers Make Burrs?
When lasers cut through metal, they can create sharp edges and can even splatter some of the metal. However, laser machinery manufacturers have also made lot of improvement in edge quality and spatter reduction over the last number of years. As a result, the standard for proper deburring has increased substantially. Burrs are generally smaller and not as firmly attached as they once were. Therefore, if requirements call for deburring without a grain finish, then in some applications just a disc or brushes can be used effectively. Spatter can be more challenging and often the only way to remove it is with an abrasive belt.

Timesavers machines like the 1200 Series allow for proper abrasive belt grinding while properly removing any splatter that a laser’s cut may add.
Rotary Discs
In particular, the rotary discs have been effective for small parts. Machines such as the 1200 series 9” dry sander with multiple heads can give a supreme shine to the part being deburred.
Small parts that may be able to be run through a rotary disc and then fine-tuned manually with a Scotchbrite pad may still need more finishing to remove any grain finish. The difference is the you will have a grain finish but the swirl marks left by the disc will be slightly visible. If you’re curious about what we mean by this, we would be more than happy to send you samples parts before and after sanders. This will help you better gauge if the part can successfully work on our Timesavers machines. However, if you’re using a pad to deal with splatter, then the best method of attack may be with an abrasive belt. From what we’ve seen at Carlson Fabrication, there aren’t any unhappy customers when it comes to the quality of a Timesavers’ deburr.
LEARN MORE
If you have any questions if your part can be deburred using any Timesavers’ machines, please contact us at (781) 937-9599 or at info@carlsonfab.com.